Zprávy
Domov / Zprávy / Zprávy průmyslu / Rozdíl je pouze tenká ochranná vrstva: Proč některé měděné trubky vydrží 15 let, zatímco jiné korodují a netěsní již po 3 letech?

"Oba jsou." měděné trubky použitý v zařízení na odsolování mořské vody , ale produkty, se kterými jsme ošetřili konvenční moření a pasivace vykázala důlkovou korozi a prosakování za méně než 3 roky v mořském prostředí; zatímco konkurenční produkt, ošetřený technologie vakuového iontového pokovování , má životnost přes 15 let a jeho jednotková cena je o 30 % vyšší než naše.“ Pan Liu, technický ředitel společnosti vyrábějící trubky ze slitin mědi v Qingdao, zvedl dvě části vyřazených a neporušených měděných trubek a odhalil skrytou hodnotu technologie povrchové úpravy. Povrchová úprava, jako poslední krok při výrobě měděných trubek, se může zdát jako jednoduchá pomocná operace „odstranění rzi a nátěr“, ale přímo určuje kvalitu výrobku. odolnost proti korozi, odolnost proti opotřebení a životnost a further impacts its market positioning and added value. Currently, most domestic copper tube manufacturers still rely on traditional surface treatment processes such as moření a běžná pasivace , čímž jsou jejich produkty nevhodné do náročných prostředí jako jsou např mořské, chemické a špičkové úpravy vody ; několik společností však aktualizovalo své rafinované technologie povrchové úpravy , což umožňuje jejich měděným trubkám udržet si stabilní výkon v extrémních prostředích a snadno zaujmout špičkový trh. Tento tenký" ochranný film “ se stává základním detailem, který odlišuje konkurenceschopnost produktů z měděných trubek, a také je klíčem k upgradu odvětví z „kvalifikovaného“ na „vysoce kvalitní“.
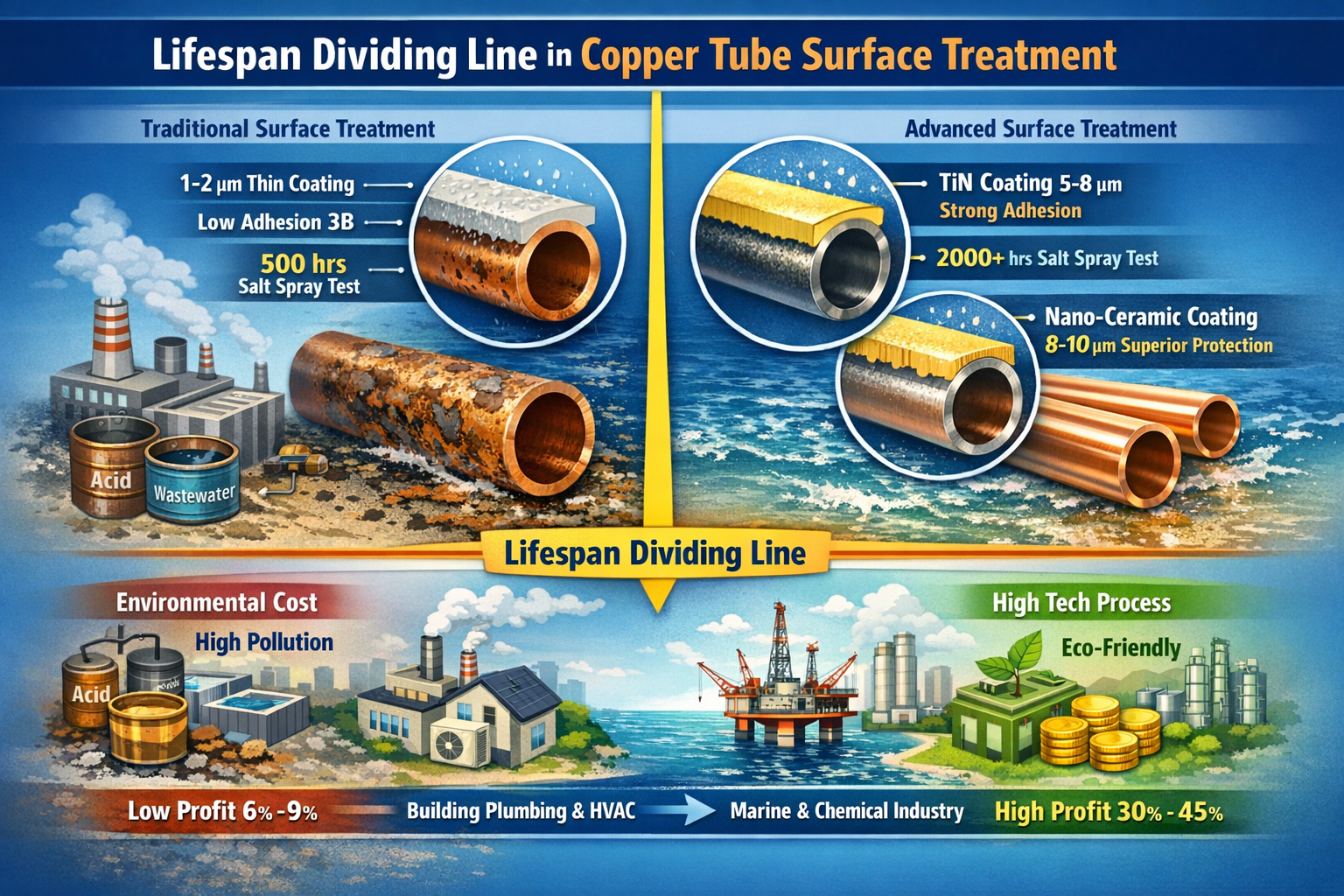
Základní hodnota povrchové úpravy měděných trubek spočívá ve vytvoření ochranné vrstvy na povrchu fyzikálními nebo chemickými prostředky, která ji izoluje od korozivních zdrojů, jako je vzduch, vlhkost a acidobazická média, a současně optimalizuje drsnost povrchu a zlepšuje kompatibilitu produktu. Ochranné vrstvy vytvořené různými procesy se výrazně liší rovnoměrnost tloušťky, přilnavost a odolnost proti korozi , což v konečném důsledku přímo ovlivňuje životnost produktu. Údaje z testů zrychleného stárnutí provedených Čínskou asociací zpracovatelského průmyslu neželezných kovů ukazují, že: Měděné trubky s použitím tradiční proces moření a pasivace mají tloušťku ochranné vrstvy pouze 1-2 μm, hodnocení přilnavosti 3B (snadné oddělení) a životnost zrychlené korozní zkoušky přibližně 500 hodin v prostředí s 5% slanou vodou, což odpovídá skutečné životnosti 3-5 let; Měděné trubky pomocí proces vakuového iontového pokovování (TiN povlak). mít tloušťku ochranné vrstvy 5-8 μm, hodnocení adheze 1B (silná adheze) a zkušební životnost přesahující 2000 hodin ve stejném prostředí slané vody, se skutečnou životností více než 15 let; zatímco měděné trubky pomocí proces elektrochemického leštění nanokeramického povlaku nabízejí ještě lepší ochranný výkon, se skutečnou životností přesahující 20 let, dokonale se hodí pro vysoce korozivní chemické prostředí.
Z pohledu aplikačních scénářů a přidané hodnoty určují rozdíly v procesech povrchové úpravy přímo tržní úroveň produktu. Měděné trubky používané v konvenčních stavebních instalacích a běžných klimatizačních a chladicích systémech mají nízké požadavky na odolnost proti korozi a postačují tradiční postupy moření a pasivace. Hrubá zisková marže u těchto produktů je pouze 6%-9%. Měděné trubky používané v lodním inženýrství, chemických potrubích a špičkových zařízeních na čištění vody však musí dlouhodobě odolávat drsným prostředím, jako je sůl, alkálie a kyseliny, což vyžaduje rafinované procesy povrchové úpravy . Tyto produkty mohou dosáhnout hrubé ziskové marže 30%-45% a poptávka na trhu je stabilní. Normy pro zadávání zakázek výrobce zařízení pro lodní techniku ukazují, že jejich odpovídající měděné trubky musí projít 1000hodinovým testem neutrální solné mlhy bez koroze a drsnost povrchu musí být ≤Ra0,2μm. Tyto staardy může splnit pouze 3-5 tuzemských společností využívajících špičkové procesy povrchové úpravy; většina společností spoléhajících na tradiční procesy tyto zakázky propásne.
(Tento obrázek byl vytvořen AI.)
Z praktického obchodního hlediska se rozdíly v procesech povrchové úpravy promítají také do ekologických nákladů a efektivity výroby. Tradiční postupy moření a pasivace spoléhají na silné kyseliny a zásady, které nejen generují velké množství odpadních vod obsahujících těžké kovy, což má za následek vysoké náklady na ekologickou úpravu (přibližně 300 juanů na tunu měděné trubky), ale také trpí problémy, jako je nerovnoměrná povrchová koroze a odlupování ochranné vrstvy, vyžadující častou údržbu. Jemně vyladěné procesy, jako je vakuové iontové pokovování a elektrochemické leštění, využívají technologie s nulovými emisemi nebo činidla s nízkým znečištěním, což snižuje náklady na ekologickou úpravu na 80–120 juanů na tunu měděné trubky. Kromě toho tyto procesy nabízejí lepší jednotnost a přilnavost ochranné vrstvy, což eliminuje potřebu další údržby. I když je počáteční investice do vybavení vyšší, dlouhodobé celkové náklady jsou nižší a potenciál prémiové ceny produktu se výrazně zvyšuje.
| Proces povrchové úpravy | Základní vybavení/reagencie | Parametry ochranné vrstvy | Odolnost proti korozi (test solnou mlhou) | Použitelné scénáře | Celková cena (juan/tuna) | Prémiová sazba produktu |
| Tradiční moření a pasivace | Směs kyseliny chlorovodíkové a kyseliny dusičné, používaná v kyselé mořicí nádrži. | Tloušťka: 1-2 μm, Přilnavost: 3B, Drsnost: Ra 0,8-1,2 μm | ≤500 hodin, náchylné k důlkové korozi. | Obecné stavební instalatérské a kanalizační, domácí klimatizace měděné trubky | 450-550 | 0%-5% |
| Vakuové iontové pokovování (TiN povlak) | Vakuový iontový pokovovací stroj, titanový terčový materiál | Tloušťka: 5-8 μm, Přilnavost: 1B, Drsnost: Ra 0,2-0,4 μm | 1500-2000 hodin, bez koroze. | Měděné trubky pro námořní strojírenství a stavby lodí. | 800-900 | 25%-30% |
| Elektrochemicky leštící nanokrystalický keramický povlak | Elektrochemická leštící nádrž, nanokeramický nátěrový prostředek | Tloušťka: 8-10 μm, Přilnavost: 1A, Drsnost: Ra ≤ 0,2 μm | ≥2000 hodin, extrémně silná odolnost proti korozi | Chemická potrubí, špičková zařízení na čištění vody, měděné trubky | 1200-1500 | 35%-45% |
Tabulka 1: Porovnání klíčových parametrů a aplikační hodnoty tří procesů povrchové úpravy
To, co vypadá jako nepatrný rozdíl v „tloušťce ochranné vrstvy“, ve skutečnosti odráží významnou mezeru ve schopnostech ve třech hlavních oblastech: technologie zařízení , řízení procesu a formulace činidla . Hloubkové průzkumy továren odhalují, že mezera v procesech povrchové úpravy mezi domácími společnostmi není jen otázkou výběru zařízení, ale spíše rozdílem ve schopnosti přesně řídit a optimalizovat detaily procesu. Tyto tři klíčové problémy společně vedou k rozdílům v produktech odolnost proti korozi and přidanou hodnotu .
Stěžejní technologie sofistikovaných zařízení pro povrchové úpravy byly dlouho monopolizovány německými a švýcarskými společnostmi. Ačkoli domácí výrobci zařízení mohou vyrábět základní nátěrové a leštící zařízení, existují značné mezery v kontrole rovnoměrnosti nátěru, nastavení intenzity iontového paprsku a přesnosti leštění. Dovážené stroje pro vakuové iontové pokovování využívají vícecílovou technologii kolaborativního naprašování, spojenou se systémem měření tloušťky laseru, který dokáže řídit chybu tloušťky ochranné vrstvy v rozmezí ±0,1 μm a dosáhnout 100% pokrytí povlakem; zatímco podobná domácí zařízení většinou používají jednocílové naprašování, přičemž měření tloušťky se primárně opírá o ruční kontrolu, což má za následek chybu tloušťky až ±0,5 μm. To často vede k problémům, jako je neúplný povlak a nerovnoměrná tloušťka, které nesplňují požadavky na špičkové produkty.
Ještě důležitější je, že inteligentní řídicí systém doprovázející dovážené zařízení umožňuje přesné digitální řízení procesních parametrů. Automaticky optimalizuje parametry, jako je intenzita iontového paprsku, doba povlakování a leštící proud pro různé materiály a specifikace měděných trubek. Naproti tomu domácí zařízení často postrádají inteligentní řídicí funkce, které se při nastavování parametrů zcela spoléhají na zkušenosti pracovníků, což má za následek špatnou konzistenci ve výkonu ochranné vrstvy napříč různými šaržemi produktů. "U měděných trubek stejných specifikací ty, které jsou zpracovány domácím zařízením, někdy projdou testem v solné mlze po dobu 800 hodin, zatímco jiné trvají pouze 400 hodin. Prostě nemůžeme dodávat špičkové zakázky hromadně," řekl inženýr Liu. Dodal, že společnost se pokusila odladit proces vakuového iontového pokovování pomocí domácího vybavení, ale ani po dvou měsících stále nemohli dosáhnout stabilních výsledků, což je nakonec přinutilo utratit více než 12 milionů juanů za dovážené zařízení.
Přesné řízení procesů povrchové úpravy spoléhá na standardizované operace v průběhu celého procesu. Většina malých a středních podniků s měděnými trubkami v Číně však stále spoléhá na rozsáhlé výrobní metody , chybí systém systematického řízení procesů. Například při tradičních postupech moření a pasivace mohou jemné změny koncentrace kyseliny, teploty moření a doby pasivace ovlivnit přilnavost ochranné vrstvy. Většina společností však postrádá jasné standardy kontroly parametrů; Koncentrace kyseliny se posuzuje vizuální kontrolou pracovníků a kolísání teploty může dosáhnout ±5 °C, což vede k nestabilnímu výkonu ochranné vrstvy. V elektrochemické leštění stupeň, rozteč elektrod a proudová hustota ovlivňují drsnost povrchu, ale většina společností postrádá pevné standardy, které se při úpravách spoléhají výhradně na zkušenosti pracovníků, což má za následek odchylky drsnosti až ±0,3 μm v rámci stejné šarže produktů.
Naproti tomu firmy zaměstnávající rafinované procesy zavedli standardizovaný kontrolní systém v průběhu celého procesu. Od monitorování koncentrace kyseliny v reálném čase a digitálního řízení parametrů pokovování až po měření tloušťky laserem a testování adheze na hotové ochranné vrstvě má každý krok jasné standardy parametrů a testovací postupy a všechna data jsou sledovatelná v průběhu celého procesu. Procesní dokumenty od špičkové společnosti s měděnými trubkami ukazují, že její proces elektrochemického leštění vyžaduje stálou proudovou hustotu při 20-22 A/dm², teplotu řízenou na 45±1℃ a koncentraci kyseliny kontrolovanou každých 10 minut, aby byla zajištěna konzistentní drsnost povrchu a kvalifikovaný výkon ochranné vrstvy.
Receptura činidla pro povrchovou úpravu přímo určuje výkon a šetrnost k životnímu prostředí ochranné vrstvy. Většina tuzemských společností však stále používá tradiční receptury činidel, což ztěžuje vyvážení odolnosti proti korozi a environmentálních požadavků. Tradiční způsoby moření a pasivace využívají vysokou koncentraci směs kyseliny chlorovodíkové a kyseliny dusičné , který může rychle odstranit povrchové oxidy, ale je vysoce korozivní, snadno vede k mikrotrhlinám na povrchu měděné trubky, což snižuje pevnost produktu. Kromě toho je čištění odpadních vod obtížné a nákladné; i když v tuzemsku vyvinutá rafinovaná činidla pro úpravu zlepšila vliv na životní prostředí, zaostávají za dováženými činidly, pokud jde o přilnavost povlaku a odolnost proti korozi . Dovážená nanokeramická nátěrová činidla mohou na povrchu měděné trubice vytvořit hustý ochranný film s odolností proti kyselinám a zásadám více než dvojnásobně vyšší než u domácích činidel.
Zároveň většina společností postrádá schopnost optimalizovat reagenční receptury a nemohou upravovat reagenční složky podle následných potřeb. Například pro řešení charakteristik koroze s vysokým obsahem soli v mořském prostředí, specializované faktory odolné proti korozi je třeba přidat do potahovacích činidel. Domácí společnosti se však potýkají s přesným řízením poměru přidávání, protože jsou schopny pouze kopírovat obecné vzorce, což má za následek výrazně snížené ochranné účinky. Naproti tomu dovážení výrobci reagencií mohou upravit složení podle potřeb zákazníků a poskytnout exkluzivní procesní řešení k zajištění vhodnosti produktu pro specifická drsná prostředí.
I když jsou modernizace technologií povrchové úpravy ve srovnání s hlavními výrobními procesy často přehlíženy, mohou navzdory relativně nízkým investicím výrazně zvýšit přidanou hodnotu produktu a stát se pro společnosti klíčovým faktorem pro získání trhu špičkových produktů. Pro domácí společnosti s měděnými trubkami není potřeba slepě pronásledovat dovážené vybavení a činidla; místo toho mohou postupně dosáhnout rafinované povrchové úpravy postupné modernizace vybavení , standardizované řízení procesu a optimalizace receptury činidel , čímž bourají neviditelné bariéry na trhu high-end.
Společnosti si mohou vybrat odstupňovaná řešení upgradu zařízení na základě umístění svých produktů. Pro malé a střední podniky (MSP) s omezeným kapitálem a zaměřující se na konvenční produkty lze stávající mořicí zařízení upravit přidáním automatické monitory koncentrace kyseliny a systémy kontroly teploty , optimalizující procesy moření a pasivace. Tím se řídí chyba tloušťky ochranné vrstvy v rozmezí ±0,3 μm, což splňuje požadavky na nízkou až střední odolnost proti korozi. Náklady na úpravu jsou pouze 1/15 ceny dováženého zařízení. Pro společnosti zacílené na trh střední třídy, domácí výroba střední třídy vakuové lakovací zařízení lze zakoupit v kombinaci s dováženými systémy měření tloušťky jádra, což zajišťuje stabilní výkon ochranné vrstvy a zároveň kontroluje náklady. Pro společnosti na high-end trhu, cílené zadávání zakázek z dovozu přesné zařízení může dosáhnout maximální kontroly nad ochrannou vrstvou a kompenzovat náklady na zařízení prostřednictvím prémiových cen produktů.
Transformační postupy středně velké společnosti na výrobu měděných trubek v Ningbo jsou velmi poučné. Společnost investovala 800 000 RMB do vybavení své stávající výrobní linky na moření a pasivaci automatická regulace teploty a systém sledování koncentrace , optimalizující vzorec pasivačního činidla. To zlepšilo přilnavost ochranné vrstvy z 3B na 2B a prodloužilo životnost testu v solné mlze z 500 hodin na 800 hodin, což úspěšně vstoupilo na trh s námořním vybavením střední třídy. Prémie za produkt dosáhla 15 % a návratnost investice přesáhla 180 %.
Společnosti by měly opustit rozsáhlé výrobní metody a zavést standardizovaný kontrolní systém pro procesy povrchové úpravy. Měli by identifikovat klíčové kontrolní body v každé fázi, jako je moření, leštění, nátěry a testování, a vytvořit jasné standardy parametrů a provozní postupy, které tvoří standardizované provozní postupy (SOP). Například jasné definování základních parametrů, jako je doba moření, koncentrace kyseliny a teplota povlaku pro různé materiály měděných trubek, zajišťuje konzistentní provoz. Současně by měly posílit monitorování procesu zavedením laserových tloušťkoměrů a testerů přilnavosti, aby bylo možné provést vzorkové testování tloušťky ochranné vrstvy, drsnosti a přilnavosti každé šarže produktů, rychle identifikovat problémy a upravit proces.
Posílit by měly i firmy školení pracovníků , umožňující pracovníkům zvládnout nastavování parametrů, údržbu zařízení a testovací metody, spíše než se spoléhat pouze na zkušenosti. Jedna společnost zavedením standardizovaného systému a školícího mechanismu snížila míru vad produktu v procesu povrchové úpravy z 8 % na 1,5 % a zlepšila konzistenci výkonu ochranné vrstvy o 60 %.
Společnosti mohou optimalizovat složení činidel pro povrchovou úpravu prostřednictvím nezávislého výzkumu a vývoje a společného výzkumu a vývoje. Tradiční zpracovatelské společnosti mohou postupně snižovat koncentraci kyselin, přidávat inhibitory koroze a stabilizátory, aby se snížilo vytváření mikrotrhlin na povrchu měděných trubek a zároveň se snížily náklady na čištění odpadních vod. Společnosti se sofistikovanými procesy mohou spolupracovat s univerzitami a výzkumnými institucemi na vývoji specializovaných činidel přizpůsobených konkrétním scénářům, jako je vývoj nátěrových činidel vysoce odolných vůči solím pro mořské prostředí a činidel odolných vůči kyselým zásadám pro scénáře chemického průmyslu, čímž se zvýší cílená konkurenceschopnost jejich produktů.
Kromě toho mohou společnosti přijmout „ dovážená činidla doma vyvinutá adaptace "modelka. Při použití dovážených činidel pro základní složky mohou nezávisle formulovat pomocné složky, čímž vyvažují výkon a náklady. Například jedna společnost používá dovážené produkty pro základní keramické faktory ve svém procesu nanokeramického potahování, přičemž nezávisle vyvíjí pomocné komponenty. To nejen zaručuje odolnost proti korozi, ale také snižuje náklady na činidla o 30 %.
Pouhé" ochranný film “ dělá zásadní rozdíl v životnosti produktu a přidané hodnotě. Tento detail odráží základní logiku transformace čínského průmyslu měděných trubek z „priority měřítka“ na „prioritu kvality“ – konkurence v špičková výroba často spočívá ve zdánlivě bezvýznamných dokončovacích procesech. Povrchová úprava, testování přesnosti a ochrana balení , zdánlivě pomocné kroky, jsou zásadní pro zlepšení stability produktu a prodloužení životnosti a jsou také neviditelnými pákami pro společnosti, jak prorazit konkurenci low-end a ovládnout high-end trhy.
Pro čínské výrobce měděných trubek není nutné slepě usilovat o modernizaci zařízení na výrobu jádra. Zaměřením na detailní procesy, jako je povrchová úprava, a skrz modifikace zařízení, standardizované řízení a optimalizace receptur mohou zlepšit konkurenceschopnost produktů při nižších nákladech a dosáhnout zdvojnásobení přidané hodnoty. Když více a více společností začne věnovat pozornost zdokonalování těchto „skrytých procesů“, může čínský průmysl měděných trubek skutečně uniknout nesnázi „nízké cenové konkurence“, transformovat se z velké produkční země na výrobní velmoc a upevnit si pevnou pozici v globálním špičkovém dodavatelském řetězci.

Co je to měděná trubice s tlustými stěnami? Měděná trubice s tlustými stěny, známá také jako plynulá silná stěna měděná trubice, je vysoce výkonná kovová ...
Zobrazit podrobnosti
Přehled a význam měděné kapilární trubice V moderních systémech průmyslového vybavení a přesnosti se miniaturizace a vysoká přesnost stala hlavním trendem...
Zobrazit podrobnosti
Co je to měděná trubice? Analýza složení materiálu a základních charakteristik Definice měděné trubice Měděná trubice je trubkový předmět z mědi a její...
Zobrazit podrobnosti
Porozumění trubky měděné čtverce: Složení, známky a typické aplikace Měděné čtvercové trubice jsou specializované extruze, které kombinují vynikajíc...
Zobrazit podrobnosti![]() Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
![]() +86-13567501345
+86-13567501345
© Zhejiang Jingliang Copper-Tube Products Co., Ltd Všechna práva vyhrazena.
